

La soldadura es un proceso de fijación en el cual se realiza la unión de dos o más piezas de un material (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo, se puede agregar un material de aporte (metal o plástico), que, al fundirse, forma un charco de material fundido entre las piezas a soldar (el baño de soldadura) y, al enfriarse, se convierte en una unión fija a la que se le denomina cordón.
A veces se utiliza conjuntamente presión y calor, o solo presión por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo. Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con una herramienta o un gas caliente.
La soldadura con frecuencia se realiza en un ambiente industrial, pero puede realizarse en muchos lugares diferentes, incluyendo al aire libre, bajo del agua y en el espacio. Independientemente de la localización, sin embargo, la soldadura sigue siendo peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica, humos venenosos, y la sobreexposición a la luz ultravioleta.
Hasta el final del siglo XIX, el único proceso de soldadura era la soldadura de fragua, que los herreros han usado por siglos para juntar metales calentándolos y golpeándolos. La soldadura por arco y la soldadura a gas estaban entre los primeros procesos en desarrollarse tardíamente en ese mismo siglo, siguiéndoles, poco después, la soldadura por resistencia y soldadura eléctrica. La tecnología de la soldadura avanzó rápidamente durante el principio del siglo XX mientras que la Primera Guerra Mundial y la Segunda Guerra Mundial condujeron la demanda de métodos de unión fiables y baratos. Después de las guerras, fueron desarrolladas varias técnicas modernas de soldadura, incluyendo métodos manuales como la Soldadura manual de metal por arco, ahora uno de los más populares métodos de soldadura, así como procesos semiautomáticos y automáticos tales como Soldadura GMAW, soldadura de arco sumergido, soldadura de arco con núcleo de fundente y soldadura por electroescoria. Los progresos continuaron con la invención de la soldadura por rayo láser y la soldadura con rayo de electrones a mediados del siglo XX. Hoy en día, la ciencia continúa avanzando. La misma es cada vez más corriente en las instalaciones industriales, y los investigadores continúan desarrollando nuevos métodos de soldadura y ganando mayor comprensión de la calidad y las propiedades de la soldadura.
Se dice que la soldadura es un sistema porque intervienen los elementos propios de este, es decir, las 5 M: mano de obra, materiales, máquinas, medio ambiente y medios escritos (procedimientos). La unión satisfactoria implica que debe pasar las pruebas mecánicas (tensión y doblez). Las técnicas son los diferentes procesos (SMAW, SAW, GTAW, etc.) utilizados para la situación más conveniente y favorable, lo que hace que sea lo más económico, sin dejar de lado la seguridad.
Historia

La historia de la soldadura se remonta a varios milenios atrás, con los primeros ejemplos de soldadura desde la edad de bronce y la edad de hierro en Europa y en Oriente Medio. La soldadura fue usada en la construcción del Pilar de hierro de Delhi, en la India, erigido cerca del año 310 y pesando 5,4 toneladas métricas. La Edad Media trajo avances en la soldadura de fragua, con la que los herreros golpeaban repetidamente y calentaban el metal hasta que se producía la unión. En 1540, Vannoccio Biringuccio publicó De la pirotechnia, que incluye descripciones de la operación de forjado. Los artesanos del Renacimiento eran habilidosos en el proceso, y dicha industria continuó desarrollándose durante los siglos siguientes. Sin embargo, la soldadura fue transformada durante el siglo XIX. En 1800, sir Humphry Davy descubrió el arco eléctrico, y los avances en la soldadura por arco continuaron con las invenciones de los electrodos de metal por el ruso Nikolai Slavyanov y el norteamericano, C. L. Coffin a finales de los años 1800. Incluso la soldadura por arco de carbón, que usaba un electrodo de carbón, ganó popularidad. Alrededor de 1900, A. P. Strohmenger lanzó un electrodo de metal recubierto en Gran Bretaña, que dio un arco más estable, y en 1919, la soldadura de corriente alterna fue inventada por C. J. Holslag, pero no llegó a ser popular por otra década.
La soldadura por resistencia también fue desarrollada durante las décadas finales del siglo XIX, con las primeras patentes del sector en manos de Elihu Thomson en 1885, quien produjo otros avances durante los siguientes 15 años. La soldadura de termita fue inventada en 1893, y alrededor de ese tiempo, se estableció otro proceso, la soldadura a gas. El acetileno fue descubierto en 1836 por Edmund Davy, pero su uso en la soldadura no fue práctico hasta cerca de 1900, cuando fue desarrollado un soplete conveniente. Al principio, la soldadura de gas fue uno de los más populares métodos de soldadura debido a su portabilidad y costo relativamente bajo. Sin embargo, a medida que progresaba el siglo XX, bajó en las preferencias para las aplicaciones industriales. Fue sustituida, en gran medida, por la soldadura de arco, en la medida que continuaron siendo desarrolladas las cubiertas de metal para el electrodo (conocidas como fundente), que estabilizan el arco y blindaban el material base de las impurezas.
La Primera Guerra Mundial causó un repunte importante en el uso de los procesos de soldadura, con las diferentes fuerzas militares procurando determinar cuáles de los variados nuevos procesos de soldadura serían los mejores. Los británicos usaron primariamente la soldadura por arco, incluso construyendo, mediante este procedimiento, una nave, el Fulagar, con un casco enteramente soldado. Los estadounidenses eran más vacilantes, pero comenzaron a reconocer los beneficios de la soldadura de arco cuando dicho proceso les permitió reparar rápidamente sus naves después de los ataques alemanes en el puerto de Nueva York al principio de la guerra. También la soldadura de arco fue aplicada por primera vez a los aviones durante la guerra, pues algunos fuselajes de aeroplanos alemanes fueron construidos usando dicho proceso.
Durante los años 1920, importantes avances fueron hechos en la tecnología de la soldadura, incluyendo la introducción de la soldadura automática en 1920, en la que el alambre del electrodo era alimentado continuamente. El gas de protección se convirtió en un tema importante, mientras que los científicos procurarban proteger las soldaduras contra los efectos del oxígeno y el nitrógeno de la atmósfera. La porosidad y la fragilidad eran los problemas básicos derivados de este intercambio, y las soluciones que desarrollaron incluyeron el uso del hidrógeno, del argón, y del helio como gases protectores de la soldadura. Durante la siguiente década, posteriores avances permitieron la soldadura de metales reactivos como el aluminio y el magnesio. Esto, conjuntamente con desarrollos en la soldadura automática, la soldadura bajo corriente alterna, y los fundentes, alimentaron una importante extensión de la soldadura de arco durante los años 1930 y durante la Segunda Guerra Mundial.
A mediados del siglo XX, fueron inventados muchos métodos nuevos de soldadura. 1930 vio el lanzamiento de la soldadura de perno, que pronto llegó a ser popular en la fabricación de naves y la construcción. La soldadura de arco sumergido fue inventada el mismo año, y continúa siendo popular hoy en día. En 1941, después de décadas de desarrollo, la soldadura de arco de gas con electrodo de tungsteno fue finalmente perfeccionada, seguida en 1948 por la soldadura por arco metálico con gas, permitiendo la soldadura rápida de materiales no ferrosos pero requiriendo costosos gases de blindaje. La soldadura de arco metálico blindado fue desarrollada durante los años 1950, usando un fundente de electrodo consumible cubierto, y se convirtió rápidamente en el más popular proceso de soldadura de arco metálico. En 1957, debutó el proceso de soldadura por arco con núcleo fundente, en el que el electrodo de alambre auto blindado podía ser usado con un equipo automático, resultando en velocidades de soldadura altamente incrementadas, y ese mismo año fue inventada la soldadura de arco de plasma. La soldadura por electroescoria fue introducida en 1958, y fue seguida en 1961 por su prima, la soldadura por electrogas.
Otros desarrollos recientes en la soldadura incluyen en 1958 el importante logro de la soldadura con rayo de electrones, haciendo posible la soldadura profunda y estrecha por medio de la fuente de calor concentrada. Siguiendo la invención del láser en 1960, la soldadura por rayo láser debutó varias décadas más tarde, y ha demostrado ser especialmente útil en la soldadura automatizada de alta velocidad. Sin embargo, ambos procesos continúan siendo altamente costosos debido al alto costo del equipo necesario, y esto ha limitado sus aplicaciones.
Sistemas de soldadura

Soldadura de estado sólido
Como el primer proceso de soldadura, la soldadura de fragua, algunos métodos modernos de soldadura no implican derretimiento de los materiales que son juntados. Uno de los más populares, la soldadura ultrasónica, es usada para conectar hojas o alambres finos hechos de metal o termoplásticos, haciéndolos vibrar en alta frecuencia y bajo alta presión. El equipo y los métodos implicados son similares a los de la soldadura por resistencia, pero en vez de corriente eléctrica, la vibración proporciona la fuente de energía. Soldar metales con este proceso no implica el derretimiento de los materiales; en su lugar, la soldadura se forma introduciendo vibraciones mecánicas horizontalmente bajo presión. Cuando se están soldando plásticos, los materiales deben tener similares temperaturas de fusión, y las vibraciones son introducidas verticalmente. La soldadura ultrasónica se usa comúnmente para hacer conexiones eléctricas de aluminio o cobre, y también es un muy común proceso de soldadura de polímeros.
Otro proceso común, la soldadura explosiva, implica juntar materiales empujándolos juntos bajo una presión extremadamente alta. La energía del impacto plastifica los materiales, formando una soldadura, aunque solamente una limitada cantidad de calor sea generada. El proceso es usado comúnmente para materiales disímiles de soldadura, tales como la soldadura del aluminio con acero en cascos de naves o placas compuestas. Otros procesos de soldadura de estado sólido incluyen la soldadura de coextrusión, la soldadura en frío, la soldadura por difusión, la soldadura por fricción (incluyendo la soldadura por fricción-agitación en inglés Friction Stir Welding), la soldadura por alta frecuencia, la soldadura por presión caliente, la soldadura por inducción, y la soldadura de rodillo.
Soldadura blanda y fuerte
La soldadura blanda y la soldadura fuerte son procesos en los cuales no se produce la fusión de los metales base, sino únicamente del metal de aportación. Siendo el primer proceso de soldadura utilizado por el hombre, ya en la antigua Sumeria.
| Soldadura | Temperatura |
|---|---|
| Soldadura blanda | < 450 °C |
| Soldadura fuerte | > 450 °C |
| Soldadura fuerte a altas temperaturas | > 900 °C |
Soldadura por arco
Se trata, en realidad, de distintos sistemas de soldadura, que tienen en común el uso de una fuente de alimentación eléctrica. Esta se usa para generar un arco voltaico entre un electrodo y el material base, que derrite los metales en el punto de la soldadura. Se puede usar tanto corriente continua (CC) como alterna (AC), e incluyen electrodos consumibles o no consumibles, los cuales se encuentran cubiertos por un material llamado revestimiento. A veces, la zona de la soldadura es protegida por un cierto tipo de gas inerte o semi inerte, conocido como gas de protección, y, en ocasiones, se usa un material de relleno.
Fuentes de energía
Para proveer la energía eléctrica necesaria para los procesos de la soldadura de arco, pueden ser usadas diferentes fuentes de alimentación. La clasificación más común de dichas fuentes consiste en separar las de corriente constante y las de voltaje constante. En la soldadura de arco, la longitud del arco está directamente relacionada con el voltaje, y la cantidad de calor generado está relacionada con la intensidad de la corriente. Las fuentes de alimentación de corriente constante son usadas con más frecuencia para los procesos manuales de soldadura tales como la soldadura de arco de gas con electrodo de tungsteno y la soldadura de arco metálico blindado, porque ellas mantienen una corriente constante incluso mientras el voltaje varía. Esto es importante en la soldadura manual, ya que puede ser difícil sostener el electrodo perfectamente estable, y como resultado, la longitud del arco y el voltaje tienden a fluctuar. Las fuentes de alimentación de voltaje constante mantienen este y varían la corriente. Como resultado, son usadas más a menudo para los procesos de soldadura automatizados tales como la soldadura de arco metálico con gas, soldadura por arco de núcleo fundente, y la soldadura de arco sumergido. En estos procesos, la longitud del arco es mantenida constante, puesto que cualquier fluctuación en la distancia entre electrodo y material base es rápidamente rectificado por un cambio grande en la corriente. Si el alambre y el material base se acercan demasiado, la corriente aumentará rápidamente, lo que, a su vez, causa un aumento del calor y este hace que la extremidad del alambre se funda, haciéndolo, así, volver a su distancia de separación original.
El tipo de corriente usado en la soldadura de arco también juega un papel importante. Los electrodos de proceso consumibles como los de la soldadura de arco de metal blindado y la soldadura de arco metálico con gas generalmente usan corriente directa (continua), por lo que el electrodo puede ser cargado positiva o negativamente, dependiendo de cómo se realicen las conexiones de los electrodos. En la soldadura, en caso de cargar el electrodo positivamente generará mayor de calor en el mismo, y como resultado, la soldadura resulta más superficial (al no fundirse casi el material base). Si el electrodo es cargado negativamente, el metal base estará más caliente, incrementando la penetración del aporte y la velocidad de la soldadura. Los procesos de electrodo no consumible, tales como la soldadura de arco de gas y electrodo de tungsteno, pueden usar ambos tipos de corriente directa, así como corriente alterna. Como en el caso antes citado, un electrodo positivamente cargado causa soldaduras superficiales y un electrodo negativamente cargado, también provoca soldaduras más profundas. En caso de utilizar corriente alterna, al invertirse constante y rápidamente la polaridad eléctrica, se consiguen soldaduras de penetración intermedia. Una desventaja de la CA, el hecho de que el arco se anule a cada inversión de polaridad, se ha superado con la invención de unidades de energía especiales que producen un patrón cuadrado de onda, en vez del patrón normal de onda sinusoidal, generando pasos por cero muy rápidos que minimizan los efectos del problema de la desaparición del arco voltaico.
Distintos sistemas de soldadura

Uno de los tipos más comunes de soldadura de arco es la soldadura manual con electrodo revestido (SMAW, Shielded Metal Arc Welding), que también es conocida como soldadura manual de arco metálico (MMA) o soldadura de electrodo. La corriente eléctrica se usa para crear un arco entre el material base y la varilla de electrodo consumible, que es de acero y está cubierto con un fundente que protege el área de la soldadura contra la oxidación y la contaminación, por medio de la producción del gas CO2 durante el proceso de la soldadura. El núcleo en sí mismo del electrodo actúa como material de relleno, haciendo innecesario un material de relleno adicional.
El proceso es versátil y puede realizarse con un equipo relativamente barato, haciéndolo adecuado para trabajos domésticos y para trabajos de campo. Un operador puede hacerse razonablemente competente con una modesta cantidad de entrenamiento y puede alcanzar la maestría con la experiencia. Los tiempos de soldadura son algo lentos, puesto que los electrodos consumibles deben ser sustituidos con frecuencia y porque la escoria, el residuo del fundente, debe ser retirada después de soldar. Además, el proceso es generalmente limitado a materiales de soldadura ferrosos, aunque electrodos especializados han hecho posible la soldadura del hierro fundido, níquel, aluminio, cobre, acero inoxidable y de otros metales.
La soldadura de arco metálico con gas (GMAW, Gas Metal Arc Welding), también conocida como soldadura de metal y gas inerte o por las siglas en inglés MIG (Metal Inert Gas) y MAG (Metal Active Gas), es un proceso semiautomático o automático que usa una alimentación continua de alambre como electrodo y una mezcla de gas inerte o semi-inerte para proteger la soldadura contra la contaminación. Como con la SMAW, la habilidad razonable del operador puede ser alcanzada con entrenamiento modesto. Puesto que el electrodo es inyectado de forma continua, las velocidades de soldado son mayores para la GMAW que para la SMAW. También, el tamaño más pequeño del arco, comparado a los procesos de soldadura de arco metálico protegido, hace más fácil hacer las soldaduras en posturas complicadas (p. ej., empalmes en lo alto, como sería soldando por debajo de una estructura).
El equipo requerido para realizar el proceso de GMAW es más complejo y costoso que el requerido para la SMAW, y exige un procedimiento más complejo de preparación. Por lo tanto, la GMAW es menos portable y versátil, y, debido al uso de un gas de blindaje separado, no es particularmente adecuado para el trabajo al aire libre. Sin embargo, la velocidad media más alta que en le SMAW, hacen que la GMAW sea más adecuada para la soldadura de producción. El proceso puede ser aplicado a una amplia variedad de metales, tanto ferrosos como no ferrosos.
Un proceso relacionado, la soldadura de arco de núcleo fundente (FCAW), usa un equipo similar pero utiliza un alambre que consiste en un electrodo de acero relleno de un material en polvo. Este alambre nucleado es más costoso que el alambre sólido estándar y puede generar humos y/o escoria, pero permite incluso una velocidad más alta de soldadura y mayor penetración del metal.
La soldadura de arco, tungsteno y gas (GTAW), o soldadura de tungsteno y gas inerte (TIG) (también a veces designada erróneamente como soldadura heliarc), es un proceso manual de soldadura que usa un electrodo de tungsteno no consumible, una mezcla de gas inerte o semi-inerte, y un material de relleno separado. Especialmente útil para soldar materiales finos, este método es caracterizado por un arco estable y una soldadura de alta calidad, pero requiere una significativa habilidad del operador y solamente da velocidades de trabajo relativamente bajas.
La GTAW pueden ser usada en casi todos los metales soldables, aunque es aplicada más a menudo a aleaciones de acero inoxidable y metales livianos. Se usa en los casos en que son extremadamente importantes las soldaduras de calidad, por ejemplo en fabricación de cuadros de bicicletas, aviones y aplicaciones navales. Un proceso relacionado, la soldadura de arco de plasma, también usa un electrodo de tungsteno pero utiliza un gas de plasma para hacer el arco. El arco es más concentrado que el arco de la GTAW, haciendo el control transversal más crítico y así generalmente restringiendo la técnica a un proceso mecanizado. Debido a su corriente estable, el método puede ser usado en una gama más amplia de materiales gruesos que en el caso de la GTAW, y además, es mucho más rápido que esta. Se aplica a los mismos materiales que la GTAW excepto al magnesio, y la soldadura automatizada del acero inoxidable es una aplicación reseñable de este sistema. Una variante del mismo es el corte por plasma, un eficiente sistema para el corte de acero.
La soldadura de arco sumergido (SAW) es un método de soldadura de alta productividad en el cual el arco se genera inmerso en un fluido. Esto aumenta la calidad del arco, puesto que los contaminantes de la atmósfera son desplazados por dicho fluido. La escoria que forma la soldadura, generalmente, sale por sí misma, y, combinada con el uso de una alimentación de alambre continua, la velocidad de deposición de la soldadura es alta. Las condiciones de trabajo mejoran mucho en comparación con otros sistemas de soldadura de arco, puesto que el fluido oculta el arco y, así, casi no se produce ningún humo. Este sistema es usado comúnmente en la industria, especialmente para productos grandes y en la fabricación de recipientes de presión soldados. Otros procesos de soldadura de arco incluyen la soldadura de hidrógeno atómico, la soldadura de arco de carbono, la soldadura de electroescoria, la soldadura por electrogas, y la soldadura de arco de perno.
Soldadura a gas

El proceso más común de soldadura a gas es la soldadura oxiacetilénica, también conocida como soldadura autógena o soldadura oxi-combustible. Es uno de los más viejos y más versátiles procesos de soldadura, pero en años recientes ha llegado a ser menos popular en aplicaciones industriales. Todavía es usada extensamente para soldar tuberías y tubos, como también para trabajo de reparación. El equipo es relativamente barato y simple, generalmente empleando la combustión del acetileno en oxígeno para producir una temperatura de la llama de soldadura de cerca de 3100 °C. Puesto que la llama es menos concentrada que un arco eléctrico, causa un enfriamiento más lento de la soldadura, que puede conducir a mayores tensiones residuales y distorsión de soldadura, aunque facilita la soldadura de aceros de alta aleación. Un proceso similar, generalmente llamado corte de oxicombustible, es usado para cortar los metales. Otros métodos de la soldadura a gas, tales como soldadura de acetileno y oxígeno, soldadura de hidrógeno y oxígeno, y soldadura de gas a presión son muy similares, generalmente diferenciándose solamente en el tipo de gases usados. Una antorcha de agua a veces es usada para la soldadura de precisión de artículos como joyería. La soldadura a gas también es usada en la soldadura de plástico, aunque la sustancia calentada es el aire, y las temperaturas son mucho más bajas.
Soldadura por resistencia
La soldadura por resistencia implica la generación de calor al atravesar la corriente eléctrica dos o más superficies de metal. Se forman pequeños charcos de metal fundido en el área de soldadura a medida que la elevada corriente (1000 a 100 000 A) traspasa el metal. En general, los métodos de la soldadura por resistencia son eficientes y causan poca contaminación, pero sus aplicaciones son algo limitadas y el costo del equipo puede ser alto.

La soldadura por puntos es un popular método de soldadura por resistencia usado para juntar hojas de metal solapadas de hasta 3 mm de grueso. Dos electrodos son usados simultáneamente para sujetar las hojas de metal juntas y para pasar la corriente a través de ellas. Las ventajas del método incluyen el uso eficiente de la energía, una limitada deformación de la pieza de trabajo, altas velocidades de producción, fácil automatización, y el no requerimiento de materiales de relleno. La fuerza de la soldadura es perceptiblemente más baja que con otros métodos de soldadura, haciendo el proceso solamente conveniente para ciertas aplicaciones. Es usada extensivamente en la industria de automóviles. Los coches ordinarios puede tener varios miles de puntos soldados hechos por robots industriales. Un proceso especializado, llamado soldadura de choque, puede ser usada para los puntos de soldadura del acero inoxidable.
Como la soldadura de punto, la soldadura de costura confía en dos electrodos para aplicar la presión y la corriente para juntar hojas de metal. Sin embargo, en vez de electrodos de punto, los electrodos con forma de rueda, ruedan a lo largo y a menudo alimentan la pieza de trabajo, haciendo posible las soldaduras continuas largas. En el pasado, este proceso fue usado en la fabricación de latas de bebidas, pero ahora sus usos son más limitados. Otros métodos de soldadura por resistencia incluyen la soldadura de destello, la soldadura de proyección, y la soldadura de volcado.
Soldadura por rayo de energía
Los métodos de soldadura por rayo de energía, llamados soldadura por rayo láser y soldadura con rayo de electrones, son procesos relativamente nuevos que han llegado a ser absolutamente populares en aplicaciones de alta producción. Los dos procesos son muy similares, diferenciándose más notablemente en su fuente de energía, La soldadura de rayo láser emplea un rayo láser altamente enfocado, mientras que la soldadura de rayo de electrones es hecha en un vacío y usa un haz de electrones. Ambas tienen una muy alta densidad de energía, haciendo posible la penetración de soldadura profunda y minimizando el tamaño del área de la soldadura. Ambos procesos son extremadamente rápidos, y son fáciles de automatizar, haciéndolos altamente productivos. Las desventajas primarias son sus muy altos costos de equipo (aunque estos están disminuyendo) y una susceptibilidad al agrietamiento. Los desarrollos en esta área incluyen la soldadura de láser híbrido, que usa los principios de la soldadura de rayo láser y de la soldadura de arco para incluso mejores propiedades de soldadura.
Geometría
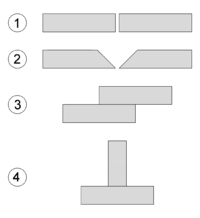
Las soldaduras pueden ser preparadas geométricamente de muchas maneras diferentes. Los cinco tipos básicos de juntas de soldadura son la junta de extremo, la junta de regazo, la junta de esquina, la junta de borde, y la junta-T. Existen otras variaciones, como por ejemplo la preparación de juntas doble-V, caracterizadas por las dos piezas de material cada una que afilándose a un solo punto central en la mitad de su altura. La preparación de juntas solo-U y doble-U son también bastante comunes —en lugar de tener bordes rectos como la preparación de juntas solo-V y doble-V, ellas son curvadas, teniendo la forma de una U. Las juntas de regazo también son comúnmente más que dos piezas gruesas —dependiendo del proceso usado y del grosor del material, muchas piezas pueden ser soldadas juntas en una geometría de junta de regazo.
A menudo, ciertos procesos de soldadura usan exclusivamente o casi exclusivamente diseños de junta particulares. Por ejemplo, la soldadura de punto de resistencia, la soldadura de rayo láser, y la soldadura de rayo de electrones son realizadas más frecuentemente con juntas de regazo. Sin embargo, algunos métodos de soldadura, como la soldadura por arco de metal blindado, son extremadamente versátiles y pueden soldar virtualmente cualquier tipo de junta. Adicionalmente, algunos procesos pueden ser usados para hacer soldaduras multipasos, en las que se permite enfriar una soldadura, y entonces otra soldadura es realizada encima de la primera. Esto permite, por ejemplo, la soldadura de secciones gruesas dispuestas en una preparación de junta solo-V.

Después de soldar, un número de distintas regiones pueden ser identificadas en el área de la soldadura. La soldadura en sí misma es llamada la zona de fusión —más específicamente, esta es donde el metal de relleno fue puesto durante el proceso de la soldadura. Las propiedades de la zona de fusión dependen primariamente del metal de relleno usado, y su compatibilidad con los materiales base. Es rodeada por la zona afectada de calor, el área que tuvo su microestructura y propiedades alteradas por la soldadura. Estas propiedades dependen del comportamiento del material base cuando está sujeto al calor. El metal en esta área es con frecuencia más débil que el material base y la zona de fusión, y es también donde son encontradas las tensiones residuales.
Calidad
Muy a menudo, la medida principal usada para juzgar la calidad de una soldadura es su fortaleza y la fortaleza del material alrededor de ella. Muchos factores distintos influyen en esto, incluyendo el método de soldadura, la cantidad y la concentración de la entrada de calor, el material base, el material de relleno, el material fundente, el diseño del empalme, y las interacciones entre todos estos factores. Para probar la calidad de una soldadura se usan tanto ensayos no destructivos como ensayos destructivos, para verificar que las soldaduras están libres de defectos, tienen niveles aceptables de tensiones y distorsión residuales, y tienen propiedades aceptables de zona afectada por el calor (HAZ). Existen códigos y especificaciones de soldadura para guiar a los soldadores en técnicas apropiadas de soldadura y en cómo juzgar la calidad estas.
Zona afectada térmicamente

Los efectos de soldar pueden ser perjudiciales en el material rodeando la soldadura. Dependiendo de los materiales usados y la entrada de calor del proceso de soldadura usado, la zona afectada térmicamente (ZAT) puede variar en tamaño y fortaleza. La difusividad térmica del material base es muy importante; si la difusividad es alta, la velocidad de enfriamiento del material es alta y la ZAT es relativamente pequeña. Inversamente, una difusividad baja conduce a un enfriamiento más lento y a una ZAT más grande. La cantidad de calor inyectada por el proceso de soldadura también desempeña un papel importante, pues los procesos como la soldadura oxiacetilénica tienen una entrada de calor no concentrado y aumentan el tamaño de la zona afectada. Los procesos como la soldadura por rayo láser tienen una cantidad altamente concentrada y limitada de calor, resultando una ZAT pequeña. La soldadura de arco cae entre estos dos extremos, con los procesos individuales variando algo en entrada de calor. Para calcular el calor para los procedimientos de soldadura de arco, puede ser usada la siguiente fórmula:
| Símbolo | Nombre | Unidad |
|---|---|---|
| Q | Entrada de calor | kJ/mm |
| V | Voltaje | V |
| I | Corriente | A |
| S | Velocidad de la soldadura | mm/min |

| Rendimiento | Soldadura |
|---|---|
| 0.75 | Arco de metal revestido |
| 0.90 | Arco de metal con gas |
| 0.90 | Arco sumergido |
| 0.80 | Arco de tungsteno de gas |
Distorsión y agrietamiento
Los métodos de soldadura que implican derretir el metal en el sitio del empalme son necesariamente propensos a la contracción a medida que el metal calentado se enfría. A su vez, la contracción puede introducir tensiones residuales y tanto distorsión longitudinal como rotatoria. La distorsión puede plantear un problema importante, puesto que el producto final no tiene la forma deseada. Para aliviar la distorsión rotatoria, las piezas de trabajo pueden ser compensadas, de modo que la soldadura dé lugar a una pieza correctamente formada. Otros métodos de limitar la distorsión, como afianzar en el lugar las piezas de trabajo con abrazaderas, causa la acumulación de la tensión residual en la zona afectada térmicamente del material base. Estas tensiones pueden reducir la fuerza del material base, y pueden conducir a la falla catastrófica por agrietamiento frío, como en el caso de varias de las naves Liberty. El agrietamiento en frío está limitado a los aceros, y está asociado a la formación del martensita mientras que la soldadura se enfría. El agrietamiento ocurre en la zona afectada térmicamente del material base. Para reducir la cantidad de distorsión y estrés residual, la cantidad de entrada de calor debe ser limitada, y la secuencia de soldadura usada no debe ser de un extremo directamente al otro, sino algo en segmentos. El otro tipo de agrietamiento, el agrietamiento en caliente o agrietamiento de solidificación, puede ocurrir en todos los metales, y sucede en la zona de fusión de la soldadura. Para disminuir la probabilidad de este tipo de agrietamiento, debe ser evitado el exceso de material restringido, y debe ser usado un material de relleno apropiado.
Soldabilidad
La calidad de una soldadura también depende de la combinación de los materiales usados para el material base y el material de relleno. No todos los metales son adecuados para la soldadura, y no todos los metales de relleno trabajan bien con materiales base aceptables. Hay que tener en cuenta el 60% del espesor base menor de las placas a unir para uso de uno de los catetos de la soldadura.
Aceros
La soldabilidad de aceros es inversamente proporcional a una propiedad conocida como la templabilidad del acero, que mide la probabilidad de formar la martensita durante el tratamiento de soldadura o calor. La templabildad del acero depende de su composición química, con mayores cantidades de carbono y de otros elementos de aleación resultando en mayor templabildad y por lo tanto una soldabilidad menor. Para poder juzgar las aleaciones compuestas de muchos materiales distintos, se usa una medida conocida como el contenido equivalente de carbono para comparar las soldabilidades relativas de diferentes aleaciones comparando sus propiedades a un acero al carbono simple. El efecto sobre la soldabilidad de elementos como el cromo y el vanadio, mientras que no es tan grande como la del carbono, es por ejemplo más significativa que la del cobre y el níquel. A medida que se eleva el contenido equivalente de carbono, la soldabilidad de la aleación decrece. La desventaja de usar simple carbono y los aceros de baja aleación es su menor resistencia - hay una compensación entre la resistencia del material y la soldabilidad. Los aceros de alta resistencia y baja aleación fueron desarrollados especialmente para los usos en la soldadura durante los años 1970, y estos materiales, generalmente fáciles de soldar tienen buena resistencia, haciéndolos ideales para muchas aplicaciones de soldadura.
Debido a su alto contenido de cromo, los aceros inoxidables tienden a comportarse de una manera diferente a otros aceros con respecto a la soldabilidad. Los grados austeníticos de los aceros inoxidables tienden a ser más soldables, pero son especialmente susceptibles a la distorsión debido a su alto coeficiente de expansión térmica. Algunas aleaciones de este tipo son propensas a agrietarse y también a tener una reducida resistencia a la corrosión. Si no está controlada la cantidad de ferrita en la soldadura es posible el agrietamiento caliente. Para aliviar el problema, se usa un electrodo que deposita un metal de soldadura que contiene una cantidad pequeña de ferrita. Otros tipos de aceros inoxidables, tales como los aceros inoxidables ferríticos y martensíticos, no son fácilmente soldables, y a menudo deben ser precalentados y soldados con electrodos especiales.
Aluminio
La soldabilidad de las aleaciones de aluminio varía significativamente dependiendo de la composición química de la aleación usada. Las aleaciones de aluminio son susceptibles al agrietamiento caliente, y para combatir el problema los soldadores aumentan la velocidad de la soldadura para reducir el aporte de calor. El precalentamiento reduce el gradiente de temperatura a través de la zona de soldadura y por lo tanto ayuda a reducir el agrietamiento caliente, pero puede reducir las características mecánicas del material base y no debe ser usado cuando el material base está restringido. El diseño del empalme también puede cambiarse, y puede seleccionarse una aleación de relleno más compatible para disminuir la probabilidad del agrietamiento caliente. Las aleaciones de aluminio también deben ser limpiadas antes de la soldadura, con el objeto de quitar todos los óxidos, aceites, y partículas sueltas de la superficie a ser soldada. Esto es especialmente importante debido a la susceptibilidad de una soldadura de aluminio a la porosidad debido al hidrógeno y a la escoria debido al oxígeno.
Condiciones inusuales

Aunque muchas aplicaciones de la soldadura se llevan a cabo en ambientes controlados como fábricas y talleres de reparaciones, algunos procesos de soldadura se usan con frecuencia en una amplia variedad de condiciones, como al aire abierto, bajo el agua y en vacíos (como en el espacio). En usos al aire libre, tales como la construcción y la reparación en exteriores, la soldadura de arco de metal blindado es el proceso más común. Los procesos que emplean gases inertes para proteger la soldadura no pueden usarse fácilmente en tales situaciones, porque los movimientos atmosféricos impredecibles pueden dar lugar a una soldadura fallida. La soldadura de arco de metal blindado a menudo también es usada en la soldadura subacuática en la construcción y la reparación de naves, plataformas costa afuera, y tuberías, pero también otras son comunes, tales como la soldadura de arco con núcleo de fundente y soldadura de arco de tungsteno y gas. Es también posible soldar en el espacio, fue intentado por primera vez en 1969 por cosmonautas rusos, cuando realizaron experimentos para probar la soldadura de arco de metal blindado, la soldadura de arco de plasma, y la soldadura de haz de electrones en un ambiente despresurizado. Se hicieron pruebas adicionales de estos métodos en las siguientes décadas, y hoy en día los investigadores continúan desarrollando métodos para usar otros procesos de soldadura en el espacio, como la soldadura de rayo láser, soldadura por resistencia, y soldadura por fricción. Los avances en estas áreas podrían probar ser indispensables para proyectos como la construcción de la Estación Espacial Internacional, que probablemente utilizará profusamente la soldadura para unir en el espacio las partes manufacturadas en la Tierra.
Seguridad
La soldadura sin las precauciones apropiadas puede ser una práctica peligrosa y dañina para la salud. Sin embargo, con el uso de la nueva tecnología y la protección apropiada, los riesgos de lesión o muerte asociados a la soldadura pueden ser prácticamente eliminados. El riesgo de quemaduras o electrocución es significativo debido a que muchos procedimientos comunes de soldadura implican un arco eléctrico o flama abiertos. Para prevenirlas, las personas que sueldan deben utilizar ropa de protección, como calzado homologado, guantes de cuero gruesos y chaquetas protectoras de mangas largas para evitar la exposición a las chispas, el calor y las posibles llamas. Además, la exposición al brillo del área de la soldadura produce una lesión llamada ojo de arco (queratitis) por efecto de la luz ultravioleta que inflama la córnea y puede quemar las retinas. Las gafas protectoras y los cascos y caretas de soldar con filtros de cristal oscuro se usan para prevenir esta exposición, y en años recientes se han comercializado nuevos modelos de cascos en los que el filtro de cristal es transparente y permite ver el área de trabajo cuando no hay radiación UV, pero se auto oscurece en cuanto esta se produce al iniciarse la soldadura. Para proteger a los espectadores, por seguridad, deben utilizarse mamparas o cortinas translúcidas que rodeen el área de soldadura. Estas cortinas, hechas de una película plástica de cloruro de polivinilo, protegen a los trabajadores cercanos de la exposición a la luz UV del arco eléctrico, pero no deben ser usadas para reemplazar el filtro de cristal usado en los cascos y caretas del soldador.
A menudo, los soldadores también se exponen a gases peligrosos y a partículas finas suspendidas en el aire. Los procesos como la soldadura por arco de núcleo fundente y la soldadura por arco metálico blindado producen humo que contiene partículas de varios tipos de óxidos, que en algunos casos pueden producir cuadros médicos como el llamado fiebre del vapor metálico. El tamaño de las partículas en cuestión influye en la toxicidad de los vapores, pues las partículas más pequeñas presentan un peligro mayor. Además, muchos procesos producen vapores y varios gases, comúnmente dióxido de carbono, ozono y metales pesados, que pueden ser peligrosos sin la ventilación y la protección apropiados. Para este tipo de trabajos, se suele llevar mascarilla para partículas de clasificación FFP3, o bien mascarilla para soldadura. Debido al uso de gases comprimidos y llamas, en muchos procesos de soldadura se plantea un riesgo de explosión y fuego. Algunas precauciones comunes incluyen la limitación de la cantidad de oxígeno en el aire y mantener los materiales combustibles lejos del lugar de trabajo.
Costes y tendencias
Como en cualquier proceso industrial, el coste de la soldadura juega un papel crucial en las decisiones de la producción. Muchas variables diferentes afectan el costo total, incluyendo el costo del equipo, el costo de la mano de obra, el costo del material, y el costo de la energía eléctrica. Dependiendo del proceso, el costo del equipo puede variar, desde barato para métodos como la soldadura de arco de metal blindado y la soldadura de oxicombustible, a extremadamente costoso para métodos como la soldadura de rayo láser y la soldadura de haz de electrones. Debido a su alto costo, estas son solamente usadas en operaciones de alta producción. Similarmente, debido a que la automatización y los robots aumentan los costos del equipo, solamente son implementados cuando es necesaria la alta producción. El costo de la mano de obra depende de la velocidad de deposición (la velocidad de soldadura), del salario por hora y del tiempo total de operación, incluyendo el tiempo de soldar y del manejo de la pieza. El costo de los materiales incluye el costo del material base y de relleno y el costo de los gases de protección. Finalmente, el costo de la energía depende del tiempo del arco y la consumo de energía de la soldadura.
Para los métodos manuales de soldadura, los costos de trabajo generalmente son la vasta mayoría del costo total. Como resultado, muchas medidas de ahorro de costo se enfocan en la reducción al mínimo del tiempo de operación. Para hacer esto, pueden seleccionarse procedimientos de soldadura con altas velocidades de deposición y los parámetros de soldadura pueden ajustarse para aumentar la velocidad de la soldadura. La mecanización y la automatización son frecuentemente implementadas para reducir los costos de trabajo, pero, a menudo, con esta aumenta el costo de equipo y crea tiempo adicional de disposición. Los costos de los materiales tienden a incrementarse cuando son necesarias propiedades especiales en ellos y los costos de la energía normalmente no suman más que un porcentaje del costo total de la soldadura.
En años recientes, para reducir al mínimo los costos de trabajo en la manufactura de alta producción, la soldadura industrial se ha vuelto cada vez más automatizada, sobre todo con el uso de robots en la soldadura de punto de resistencia (especialmente en la industria del automóvil) y en la soldadura de arco. En la soldadura robotizada, unos dispositivos mecánicos sostienen el material y realizan la soldadura, y al principio, la soldadura de punto fue su uso más común. Pero la soldadura de arco robótica ha incrementado su popularidad a medida que la tecnología ha avanzado. Otras áreas clave de investigación y desarrollo incluyen la soldadura de materiales distintos (como por ejemplo, acero y aluminio) y los nuevos procesos de soldadura. Además, se desea progresar en que métodos especializados como la soldadura de rayo láser sean prácticos para más aplicaciones, por ejemplo en las industrias aeroespaciales y del automóvil. Los investigadores también tienen la esperanza de entender mejor las frecuentes propiedades impredecibles de las soldaduras, especialmente la microestructura, las tensiones residuales y la tendencia de una soldadura a agrietarse o deformarse.
Especificaciones de soldadura
- American Society of Mechanical Engineers - Boiler and Pressure Vessel Code - Section IX
- American Welding Society – Structural Welding Code
- American Welding Society – Bridge Welding Code
Véase también
- Cobre
- Inspección por líquidos penetrantes
- Electrodo
- Mecánico-Soldador
- Soldador eléctrico
- Tratamiento térmico
- Tensión mecánica
- Tubería
- Otras técnica de unión: adhesivo, atornillado, remachado
Bibliografía
- ASM International (2003). Trends in Welding Research. Materials Park, Ohio: ASM International. ISBN 0-87170-780-2
- Blunt, Jane y Nigel C. Balchin (2002). Health and Safety in Welding and Allied Processes. Cambridge: Woodhead. ISBN 1-85573-538-5.
- Cary, Howard B. y Scott C. Helzer (2005). Modern Welding Technology. Upper Saddle River, Nueva Jersey: Pearson Education. ISBN 0-13-113029-3.
- Hicks, John (1999). Welded Joint Design. Nueva York: Industrial Press. ISBN 0-8311-3130-6.
- Kalpakjian, Serope and Steven R. Schmid (2001). Manufacturing Engineering and Technology. Prentice Hall. ISBN 0-201-36131-0.
- Lincoln Electric (1994). The Procedure Handbook of Arc Welding. Cleveland: Lincoln Electric. ISBN 99949-25-82-2.
- Weman, Klas (2003). Welding processes handbook. Nueva York: CRC Press LLC. ISBN 0-8493-1773-8.
- Hernández Riesco, Germán. Manual del Soldador, Madrid 2006. ISBN 978-84-934316-1-7.
Enlaces externos
-
 Wikimedia Commons alberga una galería multimedia sobre Soldadura.
Wikimedia Commons alberga una galería multimedia sobre Soldadura. -
 Wikcionario tiene definiciones y otra información sobre soldadura.
Wikcionario tiene definiciones y otra información sobre soldadura.